
430 セドリック フェンダーのレストア <2012年8月>
共付け溶接とハンダ盛り
430 セドリック 入庫時の状態
フェンダーの下、サイドシルにつながる箇所に浮きサビが見えます


拡大してみます。膨らんで浮いているところと、パテの亀裂からサビが見えるところがあります。


フェンダーをはずしてみます。
フェンダー単体で点検


下の方は穴があいていてパテが剥がれてきました。貼り付けた板が見えてきたので、以前にパッチ修理をしているようです。フェンダーのサビに比べてパッチ自体は綺麗な状態です、これはステンレスパッチでしょう。
サビ補修の方法
サビの補修にステンレスパッチを貼っているのは、まぁまぁ見かけます。
サビにくいステンレスを使えばこれ以上はサビないだろうと考えてステンレスを選ぶと思うんですが、ボディのサビは薄い鉄板を貼り付けるトタンパッチと変らない印象を受けます。
実験したことはないですが、パッチ修理を行うならパネルボンドで接着してみるのはどうでしょう。ステンレスは錆びないし、溶接ではないので電蝕も防げるかもしれません。実際、最近の新車ではスポット溶接よりもパネルボンドで接着されているリアフェンダーも多いので実用的かもしれません。
塗膜を剥離して全体を確認
フェンダーの下側を剥離。ガストーチで炙りながらスクレイパーで削ぎ落とします。貼り付けてあるパッチの全体が見えてきました。パッチの貼り付けは片面スポットで周囲を細かく留めてあります。

切り継ぎパネルを作ります
パッチの周囲を切り取って新たなパネルを切継ぎ修理することにしましょう。フェンダーの下部は特に複雑な形ではないので、パネルを準備したら現物に合わせて加工していきます。

まずは折り曲げただけ。直線ではなくてわずかに曲線です。
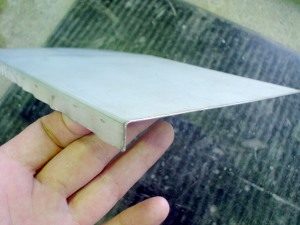
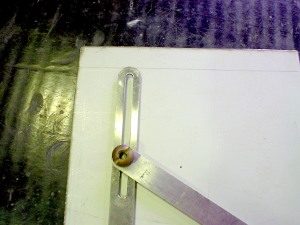
フェンダーのアールをコピーします。

この角度まで曲げます。
直角に曲げた端の部分はそのままでは曲がらないので絞りをいれます。

絞りを深くしながらゲージに合うところまで曲げていきます。

フェンダーに合わせて角度を確認して、そこからさらに折り曲げて端を作ります。

完全に折り曲げると絞りの皺も消えてしまうので焼く必要はないです。

フェンダーを切り取り
加工したパネルは形になってきたので次にフェンダー側を切り取ります。プレスラインの上側に火を入れたくないので少々変な形ですが、プレスラインを残せるギリギリでカットしました。

フェンダーの裏に入っている骨もサビが浮いているので、錆を落として防錆処理しておきます。

サンドブラストでサビを落として防錆処理しておきます。

中骨はサフェーサーまで入りました。

細部の作りこみ
窪み加工をしたりと細部の作りこみをしていきます。

フェンダーを車両に乗せて微調整します。

調整が終わったら溶接
上側はプレスラインに守られるので溶接熱によるフェンダーの歪みはそれほどないでしょう。

今回の様な切継ぎでは、裏当ても必要なく、場所的に突合せのガス溶接が使えそうなので共付け溶接を選ぶことにします。一部フェンダーの中骨が邪魔しますが、ほとんどの溶接箇所は均し鈑金できそうなので大丈夫でしょう。
共付け溶接とは
自動車の修理に使われる溶接は大きくわけると3種類あります。
- アーク溶接 (半自動溶接やTig溶接等の放電を使った溶接)
- ガス溶接 (ロウ付けや共付けなどガストーチで溶かす溶接)
- 抵抗溶接 (スポット溶接やスタッド溶接等の電気抵抗溶接)
アーク溶接や抵抗溶接は普通の事故車修理でもリアフェンダーの交換といったパネルの交換作業で使う方法なのでおなじみな溶接方法ですが、ガス溶接は通常の鈑金修理ではあまり使う場面がありません。ガストーチは折れたボルトを焼き取る時に使ったりしますが溶接はほとんどアーク溶接でしょう。
ガス溶接は、通常の鈑金修理よりはレストアで使用することが多く、細かな補修ではトビノ棒のロウ付けがよく登場します。トビノ棒でフェンダーの端を固定したり、小さな穴をトビノ棒で塞いだりといった使い方をします。
そして、ロウ付けではなくガス溶接、特に 共付け溶接(ともづけようせつ)という溶接はガス溶接の中でも溶接棒を使わずにガスで母材同士を溶かして繋ぐ方法のことで、ナメ付けと呼ぶ人もいます。ガストーチで母材を舐めていく感じでしょうか。
共付けのメリットは防錆性と均し鈑金の作業性です。まず防錆については母材の端面を突き合わせて溶接するだけなので鉄板の重なるところがありません。重なる箇所がないので裏表共に防錆処理を充分にすることができます。差込み溶接や裏当て溶接では突合せほどの耐サビ性は望めません。
母材の端面を突き合わせて溶接することならアーク溶接でも可能です、突合せであれば防錆は共付けと同様に充分にできますが、共付けがアークと大きく違うのは溶接後に均し鈑金が可能になることです。母材同士が溶けて付いているだけなので、溶接痕に余計な突起がなく、当て盤とハンマーで細かく均すことができます。
もし、ガス溶接でも溶接棒を必要とするならアーク溶接の突合せを選択したほうが良いかもしれません。アーク溶接でも溶接痕を削り取ることである程度の鈑金はできます、ただ、裏面まで平滑に仕上げなければできませんし、共付けほど簡単ではありません。
防錆に均し鈑金と良い事尽くめの共付け溶接ですが、デメリットは作業場所が限られることです。いつでもどこでも共付け溶接は行えません。条件を満たした場所でのみ可能です。
共付け溶接開始
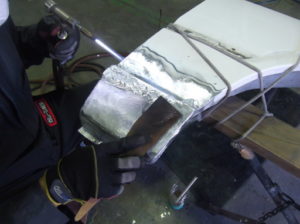
全て一気に溶接は難しいので、点付けしたら均し鈑金をしてガス溶接、といった感じで少しずつ進めていきます。パネルの角の仮留めは溶接棒でちょっと肉盛りしておきます。

点付けした間をガストーチで舐めるように溶かしてパネル同士を溶接します。母材が溶けて馴染んだ瞬間に火を先に進める感じでしょうか。

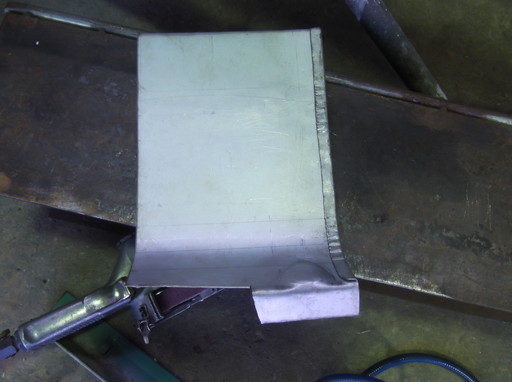
溶接が終わったら均しておきます。


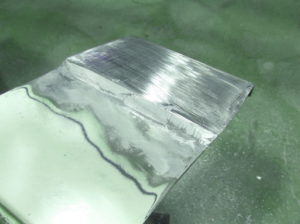
均し鈑金が終わったら溶接痕を磨いてはんだで仕上げます。
ハンダ仕上げ
全体にはんだメッキを施しています。


メッキの上に盛り付けていきます。


形をととのえます。



塗装側にフェザーエッジを作ってハンダ盛りは終了です。

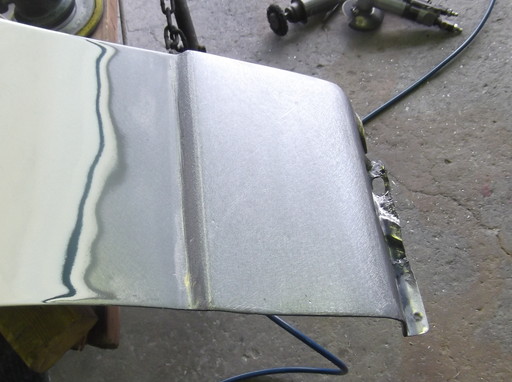
仕上がりを確認してみます。
フェンダーを車に取り付けてボルトの穴を開けたり最後の調整をします。
パッチを貼り付ける修理方法だとパッチの厚みの分だけ端が分厚く仕上がってしまいます。そうなるとサイドシルとの段差が大きくなってしまって気になることが多いのですが、切り継ぎ修理であればサイドシルとの段差もできずに隙間もスッキリ仕上がります。
この後は下地を作って塗装をすれば完成です。

切り継ぎしたパネルの裏側も確認
今回は作ったパネルを共付け溶接できたので、フェンダーの裏側の溶接箇所もスッキリしています。防錆も裏表共にしっかりできているのでしばらくは大丈夫でしょう。

これでフェンダーの切継ぎ修理がひとつ終わりました、今回の切継ぎでは加工が簡単で溶接も共付けが使える楽な部類の切継ぎ修理でしたが、次は少々複雑な切継ぎ修理をご紹介したいと思います。お車はサバンナRX-7でボンネットの裏がとても錆びているようです。
